3.3 精梳工序
3.3.1 減輕小卷定量�����,確保精梳機(jī)前牽伸不致過大�����;適當(dāng)提高精梳機(jī)落棉率,以利于精梳條干短纖維含量的降低和纖維整齊度的提高�����。
3.3.2 降低精梳機(jī)速度以減少錫林梳理負(fù)荷�,減輕錫林”嵌花”現(xiàn)象,降低結(jié)雜和紗疵��;為確保精梳機(jī)運(yùn)轉(zhuǎn)良好,要保證錫林�����、頂梳梳針完好無缺��,及時(shí)做好清潔工作����,保證精梳棉網(wǎng)良好。
3.4 并條工序
3.4.1 采用輕定量���、低速度�、大隔距的工藝���,以減少纖維因高速摩擦相互扭結(jié)形成棉結(jié)���。
3.4.2 為保證混合比正確,混一并采用4根棉精梳條和1根滌綸生條混合�,并采用大后區(qū)牽伸,使纖維充分伸直平行�,混二、混三均采用8根并合���,以及較小的后區(qū)牽伸��,適當(dāng)放大前區(qū)牽伸的工藝���,保證牽伸穩(wěn)定����,避免條干惡化����。
3.4.3 為解決并條定量輕、出條難的問題�,將并條圈條盤曲線斜管改為直線斜管,采用較小的圈條速比和喇叭口以增加條子緊密度�,避免條子粘連。
3.5 粗紗工序
3.5.1 采用輕定量�����、低速度��、適當(dāng)捻系數(shù)的工藝����,以減輕細(xì)紗牽伸負(fù)擔(dān),改善成紗條干均勻度��。
3.5.2 為了加大對(duì)纖維的握持力��,更好地控制浮游纖維�,提高條干均勻度,采用小后區(qū)牽伸����,鉗口隔距采用3.5 mm。
3.5.3 由于粗紗定量輕���、纖維抱合力小�����,為減少細(xì)紗機(jī)上粗紗意外牽伸�,粗紗定長不宜過大�,并要求各牽伸部件、運(yùn)轉(zhuǎn)部件回轉(zhuǎn)靈活����。
3.5.4 調(diào)整好粗紗機(jī)防細(xì)節(jié)裝置,減少開關(guān)車產(chǎn)生的細(xì)節(jié)。
3.6 細(xì)紗工序
3.6.1 選擇細(xì)紗錠速為14 000 r/min����,選用小鋼領(lǐng)、較重鋼絲圈���,以減少毛羽和斷頭�。
3.6.2 采用邵爾A硬度65度不處理膠輥�,鉗口隔距為2.2 mm,可提高成紗條干��、降低千米紗疵�����。
3.6.3 采用小成形且適當(dāng)抬高管紗始紡位置����,減少因每落紗間隔時(shí)間長而造成的飛花附人。
3.6.4 定期對(duì)各牽伸部件及鋼領(lǐng)�、鋼絲圈等進(jìn)行檢查、調(diào)換����。
3.6.5 控制好車間相對(duì)濕度和空調(diào)回風(fēng)的使用量��,以穩(wěn)定生產(chǎn)、減少細(xì)紗斷頭�����。
3.7 絡(luò)筒并捻工序
3.7.1 絡(luò)筒采用低速度�����、輕張力�,減少絡(luò)筒工序?qū)喚€強(qiáng)力、條干的破壞����,控制毛羽增加率;
3.7.2 為減少有害紗疵,應(yīng)優(yōu)選電子清紗工藝���,使用空氣捻接器����,保證紗線接頭質(zhì)量好�����,強(qiáng)力基本上達(dá)到原紗強(qiáng)力的85%。
3.7.3 逐錠檢查捻線機(jī)接頭質(zhì)量�,擋車工操作法要規(guī)范,避免產(chǎn)生緊捻線��、弱捻線�����。
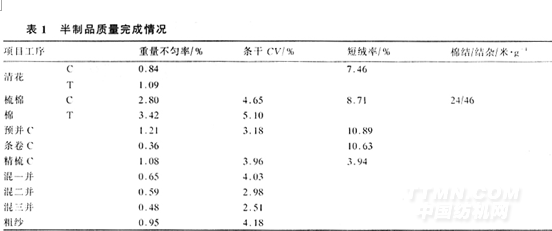
4 各工序質(zhì)量
4.1 半制品質(zhì)量完成情況(見表1)
<<上一頁[1][2][3]下一頁>>
 您所在的位置:
您所在的位置:














編.gif)
